Die eine ist, die Maschinengeschwindigkeit zu erhöhen,…
Dann werden die Bogen mit einer höheren Geschwindigkeit durch die Maschine transportiert, wodurch mehr Bogen pro Zeiteinheit die Maschine durchlaufen. Negative Nebeneffekte hierbei sind jedoch die, bei höchsten Geschwindigkeiten teilweise erheblichen, Qualitätseinbußen wie Stauchungen und Quetschungen am Endprodukt, bedingt durch das kräftigere Auftreffen des empfindlichen Papiers auf die Bogenanschläge.
…die bessere ist jedoch, den Bogenabstand zu verringern.
Denn so finden pro Längeneinheit mehr Bogen Platz und es können auch hier mehr Bogen pro Zeiteinheit durch die Maschine befördert werden. Der Vorteil hierbei ist, dass die Maschinengeschwindigkeit in einem unkritischen Bereich für Qualität und Prozesssicherheit bleibt.
…oder die Bogen sogar geschuppt zu verarbeiten.
An der Stahlfolder TH/KH 82-P und der Stahlfolder TX 96 ist es uns durch innovative Technologie gelungen, diesen Effekt bei Erhalt der Qualität und Prozesssicherheit bis aufs Äußerste auszureizen, indem wir den Bogenabstand nicht nur auf ein Minimum reduzieren, sondern sogar noch weiter gehen und mit „negativen Bogenabständen“ arbeiten: Die Bogen werden geschuppt durch die gesamte Falzmaschine befördert.
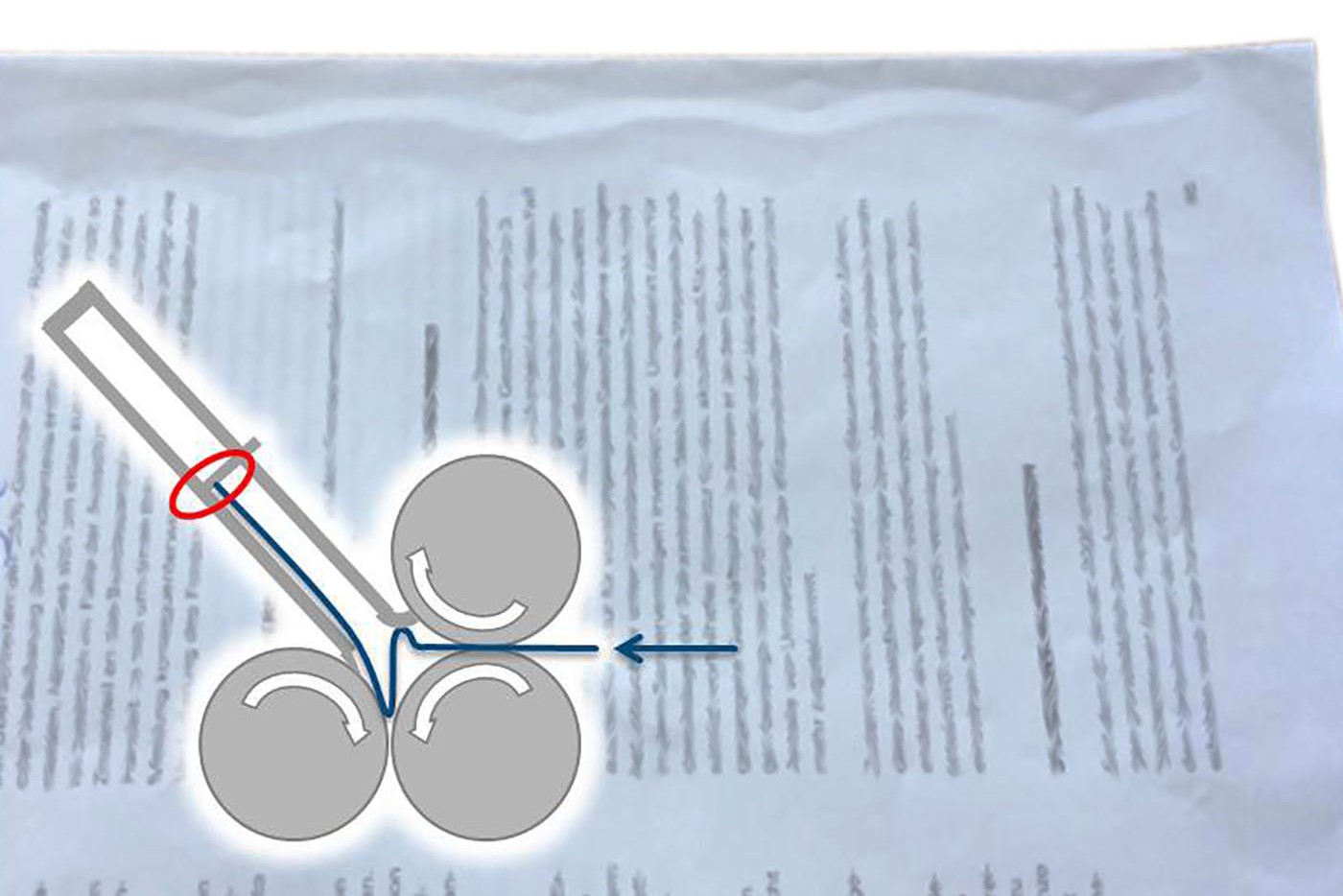
Zu hohe Maschinengeschwindigkeiten führen zu Stauchungen und Quetschungen
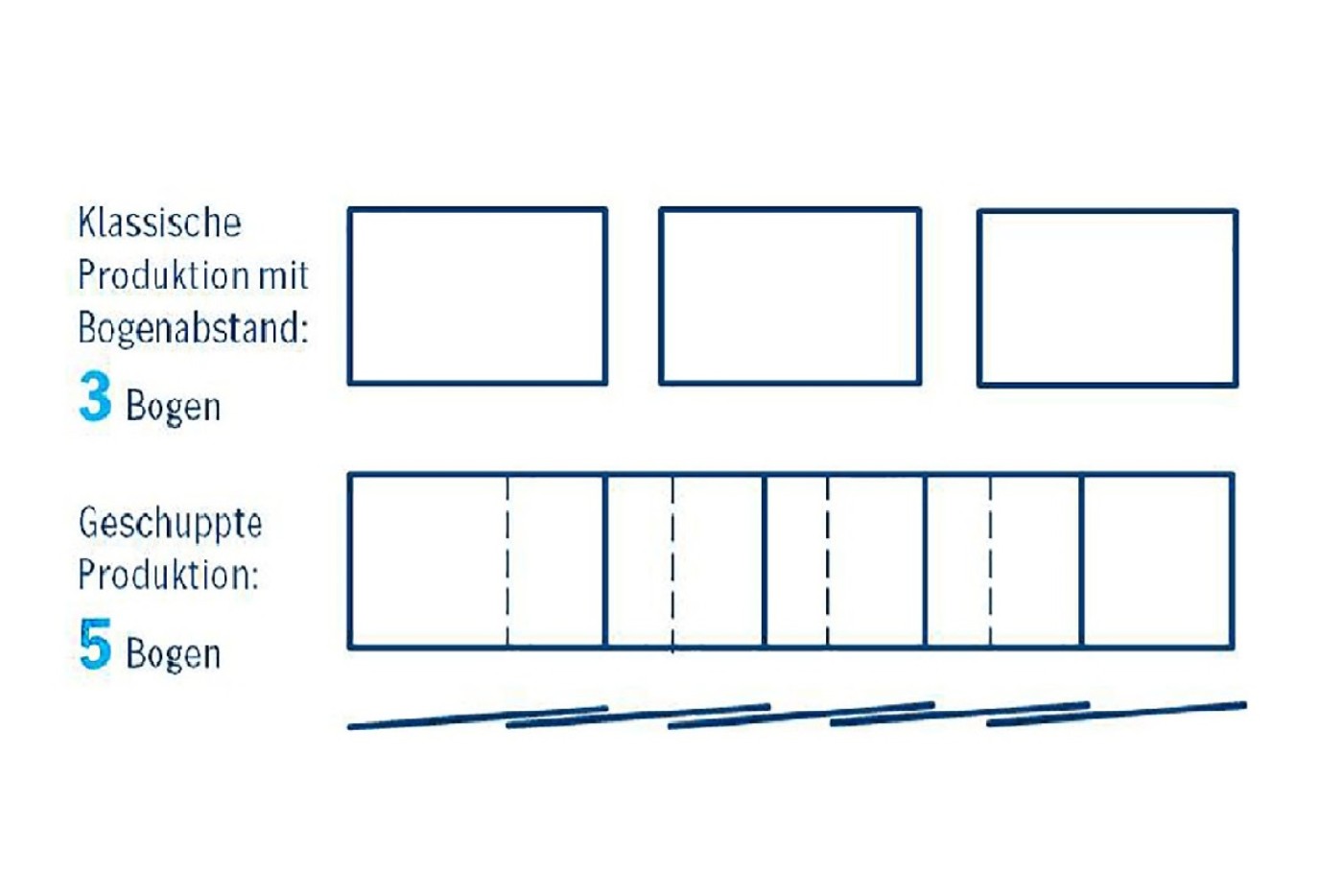
Durch Schuppung der Bogen lassen sich mehr Bogen pro Zeiteinheit, ohne Erhöhung der Geschwindigkeit, falzen.
